Dlaczego dobra dokumentacja techniczna jest ważna?
Dobra dokumentacja techniczna to absolutna podstawa, jeśli chcesz zlecić produkcję części. To Twój język komunikacji z wykonawcą i gwarancja, że finalny detal będzie dokładnie taki, jakiego potrzebujesz. Precyzyjnie przygotowane pliki CAD i rysunki techniczne eliminują niedomówienia, przyspieszają proces wyceny i minimalizują ryzyko kosztownych błędów produkcyjnych. Inwestując czas w solidną dokumentację, oszczędzasz pieniądze i nerwy na późniejszych etapach, od programowania maszyn CNC, przez samą obróbkę, aż po kontrolę jakości.
Pomyśl o tym jak o przepisie na ciasto. Jeśli podasz cukiernikowi tylko zdjęcie tortu, efekt końcowy będzie loterią. Ale jeśli dasz mu dokładny przepis z listą składników, gramaturą i kolejnością działań, szanse na sukces drastycznie rosną. W obróbce metali jest identycznie, a Twoim przepisem jest właśnie dokumentacja techniczna. Bez niej technolog musi zgadywać Twoje intencje, co prowadzi do niekończących się pytań, opóźnień i potencjalnych pomyłek, które obciążą Twój budżet.
W skrócie
- Dostarcz zawsze komplet dokumentów: model 3D (najlepiej STEP) oraz rysunek wykonawczy 2D (PDF).
- Określ precyzyjnie gatunek materiału, wszystkie krytyczne wymiary, tolerancje i wymaganą chropowatość powierzchni.
- Unikaj wysyłania do wyceny samego pliku PDF lub natywnych formatów CAD, takich jak .sldprt czy .ipt.
- Pamiętaj, że nieuzasadnione zawężanie tolerancji wymiarowych o ponad 50% może podwoić koszt wykonania detalu.
Spis treści
Jaki format pliku do obróbki CNC wybrać?
Najlepszym formatem pliku do zlecenia obróbki CNC jest uniwersalny format 3D, taki jak STEP (.stp, .step), uzupełniony o rysunek techniczny 2D w formacie PDF. Plik 3D zawiera pełną geometrię detalu, która jest niezbędna dla programisty CAM do wygenerowania ścieżek narzędzia dla maszyn. Z kolei rysunek 2D dostarcza kluczowych informacji, których model 3D nie zawiera, czyli tolerancji wymiarowych, chropowatości powierzchni, rodzaju materiału czy informacji o gwintach.
Kiedy używać plików 3D STEP lub IGES?
Plików 3D w formatach neutralnych, takich jak STEP (Standard for the Exchange of Product model data) lub IGES, używaj zawsze, gdy zlecasz obróbkę przestrzenną, czyli frezowanie CNC oraz toczenie CNC. Format STEP jest obecnie złotym standardem w branży i jest preferowany przez większość wykonawców, ponieważ najlepiej przenosi geometrię bryłową modelu bez utraty danych. Plik 3D jest bezpośrednio importowany do oprogramowania CAM (Computer-Aided Manufacturing), gdzie technolog planuje całą strategię obróbki, dobiera narzędzia i generuje kod sterujący dla maszyny. Wysyłając plik STEP, masz pewność, że wykonawca pracuje na dokładnie takiej samej geometrii, jaką zaprojektowałeś.
Czy plik z SolidWorks lub Inventor wystarczy?
Wysyłanie pliku natywnego, czyli zapisanego w formacie programu, w którym powstał (np. .sldprt z SolidWorks czy .ipt z Autodesk Inventor), jest ryzykowne i niezalecane przy współpracy z zewnętrznym wykonawcą. Główny problem to kompatybilność wersji oprogramowania, ponieważ pliku zapisanego w nowszej wersji programu CAD nie da się otworzyć w starszej. Dodatkowo, Twój wykonawca może po prostu używać innego systemu CAD, np. Siemens NX lub Fusion 360. Dlatego zawsze eksportuj swój projekt do formatu neutralnego, jak STEP lub ewentualnie Parasolid (.x_t), aby uniknąć problemów z otwarciem pliku i zapewnić płynną komunikację.
Do czego służą pliki 2D DXF i DWG?
Pliki 2D, takie jak DXF (Drawing Exchange Format) i DWG, są kluczowe przy zlecaniu operacji na arkuszach blach. Używa się ich przede wszystkim do programowania maszyn wykonujących cięcie laserowe, wypalanie plazmowe lub wodne. Plik taki zawiera płaską geometrię detalu, czyli wszystkie linie cięcia i otwory, które maszyna ma wykonać. W przypadku zlecania usługi gięcia CNC, oprócz pliku DXF z rozwinięciem blachy, niezbędny jest także rysunek techniczny PDF, na którym zaznaczone są linie, kąty oraz promienie gięcia. Firmy specjalizujące się w obróbce blach, jak na przykład te działające w rejonie miast takich jak Krotoszyn czy Kalisz, bazują właśnie na tych formatach do przygotowania wyceny i realizacji.
Co musi zawierać kompletny rysunek techniczny?
Kompletny rysunek techniczny, najczęściej dostarczany w formacie PDF, musi zawierać wszystkie informacje niezbędne do jednoznacznej interpretacji i wykonania detalu. Oprócz zwymiarowanych rzutów części, kluczowe są: tabelka rysunkowa z nazwą detalu, numerem rysunku, materiałem i skalą. Niezbędne jest także precyzyjne określenie tolerancji wymiarowych i geometrycznych, wymaganej chropowatości dla poszczególnych powierzchni oraz specyfikacji wszelkich gwintów, otworów czy obróbek dodatkowych. To właśnie rysunek 2D jest dla operatora maszyny i kontrolera jakości ostatecznym źródłem prawdy o Twoich wymaganiach.
Jakie wymiary i tolerancje są kluczowe?
Kluczowe wymiary i tolerancje to te, które mają bezpośredni wpływ na funkcjonalność części i jej poprawne pasowanie z innymi elementami. Zamiast nakładać wąskie tolerancje na cały detal, skup się na najważniejszych miejscach, takich jak średnice otworów pod łożyska, szerokości wpustów czy odległości między osiami otworów. Resztę wymiarów pozostaw w ogólnej tolerancji warsztatowej (np. wg ISO 2768-mK), co znacząco obniży koszt produkcji. Pamiętaj, że każda zawężona tolerancja wymaga często dodatkowych przejść narzędzia, wolniejszych posuwów lub specjalistycznych narzędzi pomiarowych, co bezpośrednio przekłada się na cenę.
Jak prawidłowo oznaczyć chropowatość powierzchni?
Prawidłowe oznaczenie chropowatości powierzchni polega na umieszczeniu na rysunku technicznym odpowiedniego symbolu graficznego wraz z wartością parametru Ra (średnie arytmetyczne odchylenie profilu od linii średniej). Standardowo, dla powierzchni po frezowaniu CNC uzyskuje się Ra na poziomie 1.6-3.2 µm. Jeśli potrzebujesz gładszej powierzchni, np. pod uszczelnienie, musisz to wyraźnie zaznaczyć, np. Ra 0.8 lub Ra 0.4, co może wymagać dodatkowych operacji, jak szlifowanie. Zawsze umieszczaj ogólną wymaganą chropowatość dla większości powierzchni w prawym górnym rogu rysunku, a dla powierzchni o innych wymaganiach, nanoś oznaczenia bezpośrednio na ich rzutach.
Co z gwintami i otworami nieprzelotowymi?
Specyfikacja gwintów i otworów musi być jednoznaczna, aby uniknąć pomyłek. Dla gwintów podaj zawsze pełne oznaczenie, np. “M6” dla gwintu metrycznego zwykłego lub “M10x1.25” dla gwintu drobnozwojnego, oraz jego głębokość. W przypadku otworów nieprzelotowych kluczowe jest podanie średnicy oraz głębokości otworu. Pamiętaj, że na dnie wierconego otworu zawsze pozostaje stożek po wiertle, dlatego jeśli potrzebujesz płaskiego dna, musisz to wyraźnie zaznaczyć, co będzie wymagało dodatkowej operacji frezowania. Precyzyjne informacje na rysunku pozwalają technologiom dobrać odpowiednie narzędzia i parametry obróbki.
Jakich błędów unikać w dokumentacji do wyceny?
Aby uniknąć najczęstszych błędów, zawsze wysyłaj komplet plików – model 3D i rysunek 2D, unikaj geometrii niemożliwej do wykonania standardowymi metodami oraz dwukrotnie sprawdzaj poprawność skali i jednostek. Największe problemy i opóźnienia w wycenie generuje niekompletna lub niejednoznaczna dokumentacja. Błędy takie jak brak podanego materiału, wysłanie samego pliku PDF bez modelu 3D czy projektowanie detali z ostrymi wewnętrznymi narożnikami to prosta droga do frustracji i wyższych kosztów. Staranność na tym etapie to inwestycja, która zawsze się zwraca.
Dlaczego nie należy wysyłać samego pliku PDF?
Wysyłanie samego pliku PDF jest niewystarczające, ponieważ nie zawiera on cyfrowej geometrii 3D, która jest niezbędna do automatycznego programowania maszyn w systemach CAM. Technolog, otrzymując tylko PDF, musiałby ręcznie odtworzyć cały model 3D na podstawie rysunku, co jest czasochłonne, kosztowne i podatne na błędy. Plik PDF jest doskonałym uzupełnieniem, które dostarcza informacji o tolerancjach i wykończeniu, ale nigdy nie powinien być jedynym dostarczonym plikiem przy zlecaniu frezowania lub toczenia CNC. Traktuj PDF jako instrukcję dla człowieka, a plik 3D STEP jako instrukcję dla maszyny.
Co to jest niemożliwa do wykonania geometria?
Niemożliwa do wykonania geometria to taka, której nie da się uzyskać za pomocą standardowych narzędzi i technik obróbczych, lub której wykonanie jest ekstremalnie drogie. Klasycznym przykładem są idealnie ostre narożniki wewnętrzne w kieszeniach, ponieważ obrotowe narzędzie (frez) zawsze zostawi promień równy co najmniej promieniowi narzędzia. Inne przykłady to bardzo głębokie i wąskie kieszenie, gdzie narzędzie nie ma wystarczającej sztywności, lub podcięcia, które wymagają specjalistycznych, drogich narzędzi. Firmy takie jak Eurotech CNC często doradzają w zakresie optymalizacji projektu, aby wyeliminować takie problematyczne cechy i obniżyć koszty produkcji.
Jak unikać problemów ze skalą i jednostkami?
Aby uniknąć problemów ze skalą i jednostkami, zawsze projektuj w skali 1:1 i jasno określaj jednostki, w których pracujesz, najlepiej milimetry (mm), które są standardem w Europie. Na rysunku technicznym 2D informacja o skali i jednostkach powinna znaleźć się w tabelce rysunkowej. Przy eksporcie modelu 3D z oprogramowania CAD upewnij się, że opcje eksportu są ustawione prawidłowo, aby model nie został przypadkowo przeskalowany. Pomyłka o rząd wielkości, np. interpretacja cali jako milimetrów, to jeden z najprostszych sposobów na wyprodukowanie całkowicie bezużytecznego i drogiego złomu.
Jak określić materiał i wykończenie powierzchni?
Materiał i wykończenie powierzchni należy określić precyzyjnie i jednoznacznie w dedykowanych polach na rysunku technicznym oraz w treści zapytania ofertowego. Zamiast ogólnego stwierdzenia “aluminium”, podaj konkretny gatunek, np. “Aluminium EN AW-7075 T6” lub “Stal nierdzewna 1.4301 (304)”. Podobnie przy wykończeniu, zamiast “pomalować na czarno”, sprecyzuj: “Malowanie proszkowe, kolor czarny RAL 9005, struktura drobna”. Im dokładniejszy opis, tym mniejsze ryzyko nieporozumień i dokładniejsza wycena.
Gdzie w dokumentacji zapisać informacje o materiale?
Informacje o materiale najlepiej zapisać w dwóch miejscach, aby zapewnić ich widoczność. Po pierwsze, w tabelce rysunkowej na rysunku technicznym 2D, w polu o nazwie “Materiał”. Po drugie, warto powtórzyć tę informację w nazwie pliku, np. “wspornik_AW-7075.step”, oraz w treści maila z zapytaniem ofertowym. Taka redundancja minimalizuje ryzyko, że informacja o materiale zostanie przeoczona. Podawaj pełną nazwę materiału wraz z normą lub gatunkiem, co jest kluczowe dla doboru parametrów obróbki i finalnych właściwości części wykonanych z aluminium, stali konstrukcyjnej, miedzi czy tworzyw sztucznych.
Jak opisać anodowanie lub malowanie proszkowe?
Opisując dodatkowe procesy wykończeniowe, takie jak anodowanie czy malowanie proszkowe, musisz być bardzo szczegółowy. W przypadku anodowania twardego określ wymaganą grubość warstwy (np. 50 µm) i kolor, jeśli jest istotny. Dla malowania proszkowego podaj dokładny numer koloru z palety RAL (np. RAL 7016 Antracyt) oraz pożądaną strukturę powierzchni (np. gładka, drobna struktura, gruba struktura) i stopień połysku (mat, półmat, połysk). Jeśli jakaś powierzchnia ma pozostać niepokryta, np. otwór gwintowany, należy to wyraźnie zaznaczyć na rysunku technicznym. Procesy takie jak znakowanie laserowe również wymagają precyzyjnego opisu co do treści i lokalizacji.
Jak projekt wpływa na koszt obróbki CNC?
Projekt detalu ma fundamentalny wpływ na koszt obróbki CNC, często większy niż koszt samego materiału czy liczba sztuk. Każdy element, który zwiększa złożoność lub czas obróbki, bezpośrednio podnosi cenę. Należą do nich między innymi bardzo wąskie tolerancje wymiarowe, niskie wartości chropowatości powierzchni, cienkie ścianki, głębokie kieszenie oraz niestandardowe promienie narożników. Świadome projektowanie pod technologię (Design for Manufacturability) pozwala na znaczące obniżenie kosztów produkcji bez utraty funkcjonalności części.
Czy wąskie tolerancje zawsze są potrzebne?
Wąskie tolerancje wymiarowe nie zawsze są potrzebne i należy je stosować tylko tam, gdzie jest to absolutnie konieczne z funkcjonalnego punktu widzenia. Każde niepotrzebne zawężenie tolerancji drastycznie zwiększa koszt i czas produkcji, ponieważ wymaga od operatora wolniejszych posuwów, wielokrotnych przejść narzędzia, a często również dodatkowych operacji wykańczających. Przed zleceniem produkcji zastanów się, czy dana powierzchnia naprawdę musi mieć tolerancję +/- 0.01 mm, czy może wystarczy standardowa tolerancja warsztatowa +/- 0.1 mm. Producenci tacy jak Radmot często podkreślają, że rozsądne tolerowanie jest jednym z kluczowych sposobów na optymalizację kosztów, zwłaszcza przy większych seriach.
Jak grubość ścianek i promienie wpływają na cenę?
Grubość ścianek i promienie wewnętrzne mają duży wpływ na cenę, ponieważ determinują strategię i czas obróbki. Bardzo cienkie ścianki (poniżej 1 mm dla metali) są podatne na wibracje podczas frezowania, co zmusza do stosowania niższych parametrów skrawania i wydłuża czas pracy maszyny. Z kolei promienie wewnętrzne powinny być jak największe i, jeśli to możliwe, ustandaryzowane. Stosowanie małych promieni wymaga użycia frezów o małej średnicy, które są mniej sztywne i bardziej podatne na złamanie, co ponownie spowalnia proces. Projektując kieszenie, staraj się stosować promień narożnika większy niż promień narzędzia, które będzie użyte do obróbki zgrubnej.
Co sprawdzić przed wysłaniem zlecenia obróbki?
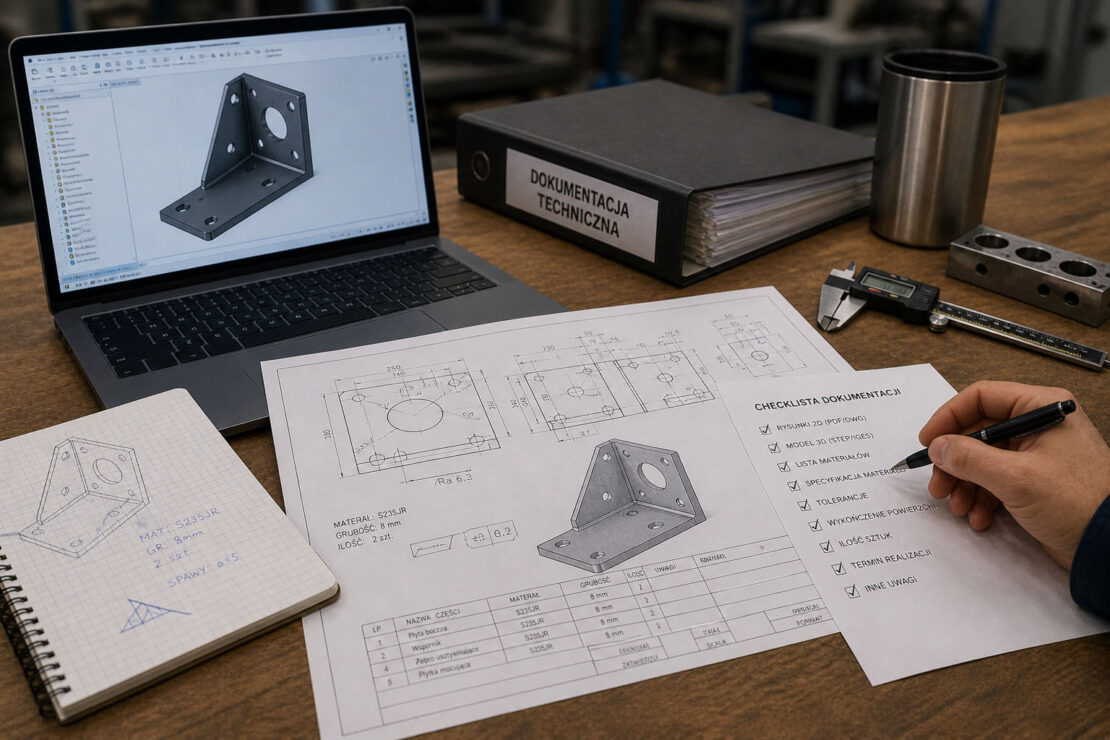
Przed wysłaniem zlecenia obróbki metali, wykonaj szybką samokontrolę, aby upewnić się, że Twoje zapytanie jest kompletne i jednoznaczne. Taka weryfikacja zajmie Ci kilka minut, a może zaoszczędzić wiele godzin i uniknąć nieporozumień w komunikacji z wykonawcą. Upewnij się, że załączasz wszystkie niezbędne pliki i informacje, które pozwolą na szybką i precyzyjną wycenę. Poniższa checklista pomoże Ci zweryfikować kompletność Twojego zapytania.
- Sprawdź, czy załączasz zarówno model 3D w formacie STEP, jak i czytelny rysunek techniczny 2D w formacie PDF.
- Upewnij się, że na rysunku technicznym lub w treści zapytania podałeś dokładny rodzaj i gatunek materiału, z którego ma być wykonany detal (np. Aluminium EN AW-2017A).
- Określ precyzyjnie liczbę zamawianych sztuk, ponieważ ma to kluczowy wpływ na cenę jednostkową i metodę produkcji.
- Wskaż jasno wszystkie wymagania dotyczące wykończenia powierzchni, takie jak anodowanie, malowanie proszkowe, czy specjalna chropowatość.
- Zweryfikuj, czy rysunek zawiera wszystkie krytyczne wymiary, tolerancje oraz specyfikacje gwintów i otworów.
- Potwierdź, że model CAD jest w ostatecznej, aktualnej wersji i nie zawiera błędów geometrii.
Podsumowanie
Przygotowanie solidnej dokumentacji technicznej to fundament udanej współpracy z firmą zajmującą się obróbką metali. To nie jest zbędna biurokracja, ale kluczowy element procesu, który przekłada się bezpośrednio na jakość, terminowość i koszt realizacji Twojego projektu. Pamiętając o kilku prostych zasadach, możesz znacząco ułatwić życie sobie i wykonawcy, a przede wszystkim mieć pewność, że otrzymasz dokładnie takie elementy metalowe, jakich potrzebujesz.
- Zawsze dostarczaj komplet: Model 3D w formacie STEP i rysunek 2D w formacie PDF to absolutna podstawa każdego zlecenia CNC.
- Bądź precyzyjny: Dokładnie określaj materiał, tolerancje (tylko tam, gdzie to konieczne), chropowatość i wykończenie powierzchni.
- Projektuj z myślą o produkcji: Unikaj geometrii trudnej w wykonaniu, takiej jak ostre wewnętrzne narożniki czy bardzo cienkie ścianki, aby obniżyć koszty.
- Sprawdzaj przed wysłaniem: Użyj checklisty, aby upewnić się, że Twoje zapytanie zawiera wszystkie niezbędne informacje, w tym liczbę sztuk.